SODEL 335
SODEL 335

Vidéo de démonstration
MÉTHODE DE SOUDAGE :
 Enlever le métal endommagé avec la Sodel 512 Plus et bien nettoyer la région à souder. Préchauffer, sauf les aciers au manganèse ou les aciers inoxydables austénitiques, de 150 à 370°C (300 à 700°F) selon l'acier de base. Déposer des cordons droits. Maintenir un arc court qui est dirigé vers le bain de fusion. Sur les aciers difficilement soudables, marteler les cordons pendant qu'ils sont encore chauds, soit au-dessus de 540°C (1000°F) pour réduire les contraintes de retrait. Enlever le laitier entre chaque passe pour améliorer la résistance du joint, faire deux fines couches de beurrage sur les faces du chanfrein. Laisser refroidir lentement. Il est préférable de faire un recuit post-soudage sur les aciers alliés pour réduire les contraintes résiduelles et pour améliorer la ténacité.
Enlever le métal endommagé avec la Sodel 512 Plus et bien nettoyer la région à souder. Préchauffer, sauf les aciers au manganèse ou les aciers inoxydables austénitiques, de 150 à 370°C (300 à 700°F) selon l'acier de base. Déposer des cordons droits. Maintenir un arc court qui est dirigé vers le bain de fusion. Sur les aciers difficilement soudables, marteler les cordons pendant qu'ils sont encore chauds, soit au-dessus de 540°C (1000°F) pour réduire les contraintes de retrait. Enlever le laitier entre chaque passe pour améliorer la résistance du joint, faire deux fines couches de beurrage sur les faces du chanfrein. Laisser refroidir lentement. Il est préférable de faire un recuit post-soudage sur les aciers alliés pour réduire les contraintes résiduelles et pour améliorer la ténacité.
Extraction de boulons :
Utiliser une électrode adéquate selon le diamètre du trou pour obtenir un bain de fusion qui se solidifie rapidement, amorcer l'arc dans le fond du trou en évitant de fusionner les filets. Garder un arc court avec un mouvement circulaire sans toucher aux filets. Lorsque le dépôt dépasse légèrement le bord du trou, laisser refroidir, placer une rondelle et un écrou au-dessus du trou puis continuer le soudage en s'assurant de fusionner les filets de l'écrou. Laisser refroidir avant de se servir de cet écrou comme prise pour dévisser et sortir la partie cassée du boulon.
(Sodel 335) À utiliser sur : Aciers au carbone et faiblement alliés, aciers au manganèse, aciers à outils, assemblages dissimilaires
SODEL 335
Demonstration video
WELDING PROCEDURE :
 Remove damaged metal with Sodel 512 Plus and clean properly the welding area. Preheat, except manganese and austenitic stainless steels, from 150 to 370°C (300 to 700°F) depending on the base metal. Make stringer beads. Maintain a short arc directed toward the weld pool. On hard to weld steels, peen the weld beads while they are still hot, over 540°C (1000°F) to reduce the contraction stress upon cooling. Remove the slag between passes. To improve the resistance of the join, make two thin buttering layers on the faces of the chamfer. Cool down slowly.
Remove damaged metal with Sodel 512 Plus and clean properly the welding area. Preheat, except manganese and austenitic stainless steels, from 150 to 370°C (300 to 700°F) depending on the base metal. Make stringer beads. Maintain a short arc directed toward the weld pool. On hard to weld steels, peen the weld beads while they are still hot, over 540°C (1000°F) to reduce the contraction stress upon cooling. Remove the slag between passes. To improve the resistance of the join, make two thin buttering layers on the faces of the chamfer. Cool down slowly.
It is recommended to do a postwelding temper on alloy steels to reduce residual stress and improve toughness.
Stud removal :
Use the proper electrode as per diameter of the hole to obtain a fast freezing of the weld pool, strike the arc at the bottom of the hole without fusing the threads. Maintain a short arc with a circular motion without touching the threads. When the deposit is slightly higher than the edge of the hole, allow to cool, place a washer and a nut over the hole then continue to weld in making sure to fuse the threads of the nut. Let cool slowly before using the nut as a grip to remove the broken stud.
(Sodel 335) To use on : Carbon and low alloy steels, manganese steels, tool steels, dissimilar assemblages, hardface
SODEL 335
Vídeo de demostracíon
Remoción de un perno roto :
 Algunas veces la cabeza de un perno se puede romper cuando se está sacando, dejando un pedazo del perno atorado en el orificio. Cuando esto suceda, se puede usar un electrodo Sodel 335 o Sodel 330 para reconstruir el perno y que pueda ser extraído. Este electrodo produce una escoria diseñada especialmente para esto, la escoria fluye dentro de la cuerda para evitar que el metal la toque.
Algunas veces la cabeza de un perno se puede romper cuando se está sacando, dejando un pedazo del perno atorado en el orificio. Cuando esto suceda, se puede usar un electrodo Sodel 335 o Sodel 330 para reconstruir el perno y que pueda ser extraído. Este electrodo produce una escoria diseñada especialmente para esto, la escoria fluye dentro de la cuerda para evitar que el metal la toque.
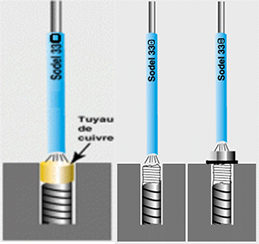
Para una remoción exitosa, primero limpie la cavidad. Tome un electrodo de diámetro pequeño (use 2.5 mm (3/32’’) para un orificio de 10 mm (3/8’’)) de manera que pueda insertarlo en el orificio para depositar metal en el centro, teniendo cuidado de no fundir o dañar las cuerdas. Para evitar fundir el borde del orificio, coloque una rondana de pequeño diámetro encima de él. De esta forma, si el arco se desvía, no dañará la parte. Una vez que el permo se suelde, mantenga siempre el arco en el centro del pozo de soldadura o agujero. La escoria especial del electrodo Sodel 335 o Sodel 330 fluirá a lo largo de las cuerdas para protegerlas del metal fundido. Cuando la soldadura rebase ligeramente en orificio, permita que se enfríe y después de quitar la escoria, coloque una tuerca sobre el orificio. Suelde adentro de la tuerca ya que está servirá de agarre para con una llave o pinzas extraiga el perno. Antes de desatornillar permita que la pieza se enfríe ya que al contraerse, se aflojará.
Si está preocupado por no dañar las cuerdas y si el diámetro del orificio lo permite, inserte un pedazo de tubo de cobre para protegerlas.